構成 刃先 と は
文節 と 文節 の 関係切削加工における構成刃先とは|構成刃先の原因と対策 - Mazin. 構成 刃先 と は切削加工における構成刃先とは. 構成刃先は、切削加工の高い圧力と摩擦熱によって刃先の先端に切粉が溶着し、切れ刃として作用してしまう現象です。. 延性材料であるアルミニウムあるいは軟鋼などを比較的低速度で切削すると、切削部分での被削材の . 構成刃先とは | 初心者向けわかりやすい切削工具の基本【工具 . 構成刃先って言うのは、削ってる最中に刃先の先端に切り粉がくっついて、固まっちゃって、刃先の一部みたいになっちゃうこと。 「わたし、新しくできた刃先ですねん」と言わんばかりにワークを削ってしまうらしい。. 構成刃先. 構成刃先. 構成 刃先 と は延性材料であるアルミニウムあるいは軟鋼などを比較的低速度で切削すると、切削部分での被削材の物理・化学的変化により被削材の一部が刃先に付着し、あたかも新しい刃先が出来たように振る舞う。 これを構成刃先と呼ぶ。 この付着物は加工硬化されて硬く、切削工具の刃先にかわって切削作用する。 この状態で切削を継続すると構成刃先は更に成長するが、ある程度大きくなると切削力に耐えることができなくなり構成刃先は脱落する。 しかし切削部分での条件が変わらない限り構成刃先は再度発生し、また脱落・再生の過程を繰り返す。 図1 構成刃先の生成 1) 図2 構成刃先の生成過程 1) このような状態で切削を続けると刃先のすくい角が変化するために、切削面の状態は悪くなり寸法精度が落ちる。. 【旋盤】厄介な構成刃先について詳しく解説しました . 構成 刃先 と は構成刃先とは、画像のように 刃物に切削する材料が付着 してしまう現象です。 刃先に加工硬化した材料が構成刃先としてくっつくことによって、 本来の刃先の代わりに構成刃先がワークを削る という現象が起こります。. 構成 刃先 と は【必見】構成刃先の対策7つの方法! | 旋盤情報局. 構成刃先とは. 構成 刃先 と はそれぞれの方法の解説(段取り、切削条件) ①切削速度または送りを上げる. ②切り込み量を増やす. 構成 刃先 と は③切削液選定. それぞれの方法の解説(チップ、バイト選定) ④すくい角を大きくする. ⑤刃物を鋭利なものに変える. ⑥コーティング、材種を考える. ⑦工具に振動を与える. 実際の加工事例. 構成刃先(こうせいはさき)とは? 意味や使い方 - コトバンク. ブリタニカ国際大百科事典 小項目事典 - 構成刃先の用語解説 - 工具刃物で金属素材を切削する場合に,ある切削条件のもとで,刃先 (すくい面) に生じる非常に硬くて小さい凝着物をいう。 この構成刃先は一般的には不安定で,0.1~0.005秒程度の周期で発生-成長-脱落の過程を繰返す。 切削中に構成刃先が生. 切削加工と加工不良 - 切削加工で起こる加工不良の原因と対策. 構成刃先. 構成 刃先 と は加工不良と切粉. 構成 刃先 と は切粉(きりこ)は切削時に発生する、金属の「切りくず」です。 切削加工に切粉はつきものですが、うまく排出できないと加工不良やチョコ停につながるため、確実に排出する必要があります。 切粉の種類と加工状態. 旋削加工とは?旋削加工の種類と旋削で使われるバイトを解説. 構成刃先とは、加工ワークの切粉がバイトに溶着し、刃先(切れ刃)の一部になってしまう現象です。 構成刃先は、発生・蓄積・脱落を繰り返します。. 構成刃先のメカニズム - tomakichiコラム - (株 . 構成刃先のメカニズム. 2021.09.24. 技術. 切削お役立ち情報 No.34. <構成刃先は、敵か味方か? >刃先を保護し、刃先寿命が延びる利点がありますが、仕上げ面にむしれが生じたり、寸法精度が悪くなるなど、欠点が多い為、発生しない方が良いと言えます。 <構成刃先が発生しやすい材料>靱性のある材質(粘い)、または、延性のある材質で加工硬化するもの。 ・炭素鋼・ステンレス・アルミニウム・黄銅など・・・・<発生させない方法>・刃物のすくい角が大きく(30度以上)、シャープ切れ刃を使用する。 ・切削速度を上げる→刃先部を高温(工作物の再結晶温度以上)にする。 鋼だと、およそ150m/min以上。 ・刃先に直接給油出来る工具を使用し、温度を下げる。. Ⅱ.1.1. 実際の切削加工 | monozukuri-hitozukuri | 日本のものづくり. 3.構成刃先(built-up edge) 4.びびり振動(chatter vibration) Ⅱ.1.1. 構成 刃先 と は実際の切削加工(actual cutting) スポンサーリンク. 構成 刃先 と は実際の切削加工の大部分は、切れ刃が切削方向に対して傾いていたり、切れ刃が一つの直線ではない三次元切削(three dimensional cutting)ですが複雑になるので、基礎的な切削機構を理解するうえでは、切削方向と工具の切れ刃とが垂直になる二次元切削(orthogonal cutting)で考えるのが普通です。 1.被削性(machinability) 被削性は、被削材の削りやすさを表します。 被削性の評価は、次の4項目により行われます。 ・仕上げ面性状と加工精度. 構成 刃先 と は・切削抵抗と切削動力. ・工具寿命. 構成刃先って何だ? a-012 - YouTube. わかったようでわからない構成刃先。そのポイントを14分弱でカンペキ理解。凝着・圧着・溶着との違いを含め,コンパクトにまとめました . 構成 刃先 と は旋盤加工|挽き目・構成刃先・切削ビビリついて『有限会社 新紀 . ラショウ モン カズラ 似 た 花
自宅 で の お 稲荷 さん の 祀り 方2.構成刃先. よく、加工が終わった旋盤内部で刃物となるチップを確認すると、刃先に加工物(被削物)の色が付着していることがあります。 これは、色が付着しているだけではなく、真鍮材なら真鍮のごく一部の微量な塊が、チップの刃先に付着して硬化しているものです。 この硬化した付着物は、チップの刃先を覆うように固まり、もともとのチップに代わって、直接加工物に触れて切削します。 これがいわゆる、 「被削材がチップ先端へ付着することによって新しく構成される刃先=構成刃先」 と呼ばれるものになります。 この構成刃先が生じると刃先と加工物との間で発生する切削抵抗が変動し、基本的には挽き目は粗くなります。. 旋削加工とは。旋盤との違い、加工条件の決め方などトータル . 旋盤とは,円柱状の材料を回して,それにバイトと呼ばれる刃ものを当てて,材料を削る工作機械であり,機械加工で最もよく使われる工作機械の一つである. 機械加工の基礎知識より引用. 旋削加工で作られる身近なものの例として、ボルト、シャフトなどがあります。 さらに身近なもので例を挙げると、野球の木製バットも旋削加工で作られます。 旋削加工の反対語として、転削加工という言葉があります。 こちらは工具が回転して、固定したワークを削る方式です。. 技術情報[パンチ構成刃先]|技術情報|パンチプレス金型|村田 . 構成刃先は、パンチ刃先側面に打抜き時ワークの一部が摩擦熱により焼付き、生成と脱落を繰り返して重なり形成されたたものです。 (パンチ刃先に焼き付いたイガイガ)構成刃先が形成されると型寿命だけででなく他への影響が大きい為、注意が必要です。 構成刃先の影響. 型寿命の劣化. 構成 刃先 と はストリップミスの原因となり使用出来なくなり型寿命と判断される。 構成刃先がせん断面に食い付きストリップミスすると、ワークがバタついたり ワークをひっかけて小径小寸法のパンチ刃先折れや、ワークの損傷・ワークがワークホルダーから外れる・ワークホルダー損傷の原因になります。 品質の低下. 構成 刃先 と は打抜き断面は、正常なせん断・破断にならず構成刃先による引っ掻き傷が残る場合があり、更に二次せん断バリが生じることもあります。. 刃先の摩耗 - Sandvik Coromant. 投資信託 今後の見通し 2022
地 先 ブロック と は構成刃先 (BUE) 溶着 このタイプの摩耗は切りくずがチップに圧着することによって発生します。最も一般的なのは低炭素鋼、ステンレス鋼およびアルミ合金などの粘い被削材の加工時です。切削速度が低いと、構成刃先の発生が増えます。. 構成刃先について - ダイヤモンド砥石の専門情報サイト. 砥石のボンドについて. 構成 刃先 と は切削加工について. 研削抵抗について. 切削工具で対象を削っていくと、刃先を保護するかのように切り屑が固着してくることがあります。 これを構成刃先といい、これらは工具の磨耗を抑える働きがあり、すくい角も増大するため、切削抵抗を下げることに寄与するといわれますが精度の良い安定した加工ではあまり望ましい現象ではないといえます。. 構成 刃先 と は切削加工における溶着とは|溶着発生の原因と対策 . 構成 刃先 と は溶着によって発生した構成刃先は、脱落時に工具のチッピング(微小な欠け)を引き起こします。 チッピング は、振動や衝撃の他、工具に溶着したワーク(被削材)が剥がれ落ちる際に、刃先も含めて剥がれてしまう現象を指します. 機械加工での切りくずは全てを物語る?情報の宝庫! | 中村留 . Contents. 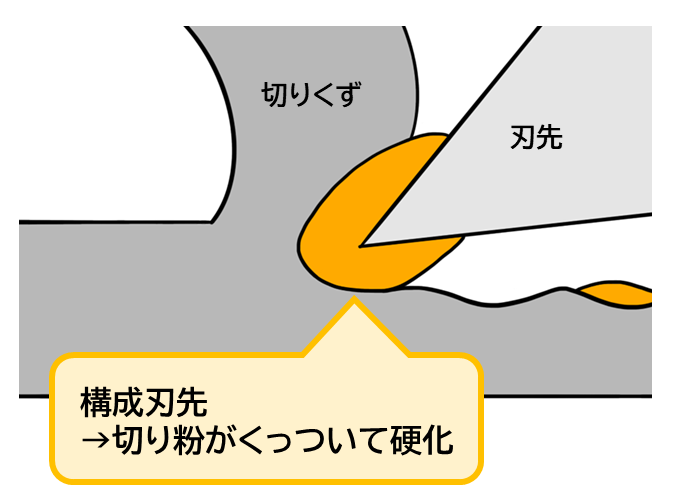
抜歯 後 アルコール いつから6.まとめ. 構成 刃先 と は1. 切りくずはなぜカラフル? 切りくずは切削前のものと色が変化することがあり、中には青っぽい色や見る角度によっては虹のように見えるものもあります。 これは 干渉色(テンパーカラー) と呼ばれ、実際にその色に変色したのではなく光の反射によってそう見えるだけで、CD・DVDといったディスクやシャボン玉などと同じ原理です。. 工具損傷の要因 Mitsubishi. 構成刃先. 切込み境界摩耗. 欠損. チッピング. 割損. フレーキング. 溶着. 塑性変形. 構成 刃先 と は熱亀裂. - リンクをクリックしてさらに学習しましょう!. 旋削加工(ターニング)とは | 株式会社ジーベックテクノロジー. 旋削加工とは、高速回転させた素材に固定した刃物を押し付け、目標とする形や長さまで削る加工方法のことです。 素材を回転させるという性質上、円筒部品の外周や側面の削り出しによく用いられます。 なお旋削加工においては回転させる素材を「加工ワーク」、それに押し当てる刃物を「バイト」と呼びます。 【補足】旋削加工と切削加工の違い. 切削加工とは、工具を用いて素材を削る加工方法の総称です。 旋削加工は、切削加工の一種という位置付けです。 【切削加工の種類】 ・転削加工:素材を固定し、工具を高速回転させる ・旋削加工:工具を固定し、素材を高速回転させる. 2.旋削加工の種類. 代表的な旋削加工として、以下のような加工方法があります。 ・①外周加工 ・②端面加工 ・③穴あけ加工 ・④ねじ加工. 構成 刃先 と は4.構成刃先を防ぐ【切削加工の問題解決】 - YouTube. 構成刃先 (溶着)から工具を守る! いくつかの対策をご紹介溶着した場合の対処法はこちらをご覧ください【切削工具お役立ち】溶着した時どうするの? outu.be/huLk_VykgWk㈱ソリッドツール https://solidtool.co.jp/★関連動画★0.折れ破損~プロローグ編~切削ドリル寿命. 構成 刃先 と は旋盤による切削加工を安定させる工具 シングルローラ・スパ . 加工条件が適切でないと切削チップの先端に構成刃先が発生し、加工面が均一な形状にならず、理論形状から乖離します。 ※「構成刃先」とは、切削時に被削材の一部が刃先に付着し、刃先形状が変化する現象です。 構成刃先が付着した切削チップで. 構成 刃先 と は加工したワークの表面性状測定データ. 構成 刃先 と は送り速度を下げると表面粗さは小さくなりますが、送り速度が遅ければ遅い程、凝着 (ぎょうちゃく)が発生しやすくなるため、高速回転で加工しなければなりません。 加工条件. ワーク : φ30 SCM440. 切削チップ: 超硬 ノーズR0.4. クーラント: 未使用. 構成 刃先 と は周速 : 50~250 m/min. 送り : .05~0.3mm/rev. 切込量 : 0.4mm ※一定. PDF 難削材の切削加工と構成刃先について - oo7.jp. 
ロストワン の 号哭 スコアソリッドドリルの各部名称と働き . 今回は、ソリッドドリルを中心とした各部の名称と働きについて解説していきます。 チップ交換式ドリルなどとは構成に違う部分がありますので注意。 全体の構成についてまずは見てみましょう。. 会社概要 | 株式会社mazin. 世界的に高いプレゼンスを持ちながらも、 半世紀以上新しい企業が生まれていない日本の工作機械業界。 我々はai技術を軸に次世代の工作機械メーカーとして日本から立ち上がり、 世界を代表するメーカーとして 世界中に未来の「強い工場」を造っていくことを目指しています。. 恥知らず の パープル ヘイズ ネタバレ
大 江山 いく の の 道PDF 低炭素硫黄複合快削鋼の仕上げ面粗さに及ぼす構成刃先の影響. ぼす影響としては,一般的には構成刃先サイズで整理さ れることが多い19)~23)。しかし,フォーミング加工の切削 面を観察すると(写真2),回転軸と垂直な山と谷が存在 し,これらのサイズ,頻度で仕上面粗さが決められるこ とが分かる3)。これらの . 構成刃先. 構成 刃先 と はこの構成刃先の発生原因は工具と被削材の間の親和性、あるいは被削材の加工硬化特性、延性などに原因がある。そのため構成刃先の発生を防ぐには刃先温度が被削材の再結晶温度以上になるようにする。そのためには次のような方法がある。. 【旋盤】新、旧の表面粗さ(面粗度)指標:Ra、Rz、Rmax、Ry、Rzjisの解説 | 旋盤情報局. 【必見】構成刃先の対策7つの方法! 仕上げがキレイにならないと悩んでいませんか? 実は構成刃先の特徴を知ることで色々な場面で対処法を身につけスキルアップすることが出来ます! なぜなら仕上げ面が悪…. コーティング切削工具とは? コーティングの種類や特徴を解説さくさくec|切削工具の専門通販サイト|さくさく株式会社は各種切削工具の通信販売を . 素材によっては、被削材と工具との間で発生する化学反応を抑え、構成刃先がつきにくい特性を与えることも可能です。 このように、コーティングには、切削工具の耐摩耗性や耐熱性、切り屑排出性、面粗さなどが向上できるというメリットがあります。. 意外と知らない!?包丁の各部位の名称を詳しく解説! | 1人暮らしの自炊が楽しくなる簡単節約料理術と一週間レシピ. ⑦刃元(はもと)「洋・和」 刃先の中でも柄に近い手前の部分をさす。 ⑧そり「洋・和」 刃元とは逆の、刃先の先端部のことを指す。包丁にもよるが、基準は、刃先の曲線が強くなる部分の事。 ⑨切っ先「洋・和」 刃先の最も先端部分のこと。. アルミ合金の切削加工のポイントについて - 精密金属加工va/Ve技術ナビ. 構成刃先 アルミ合金の溶着は加工熱により切削工具の刃先にもできることがあり、切削工具の代わりに加工面を削ってしまいます。これは構成刃先と呼ばれ、付着と脱落を繰り返し、精度不良や加工面の品質低下の原因になります。. 【旋盤】切削力と切削抵抗の基礎から応用まで!生産性向上をはかり付加価値をつける! | 旋盤情報局. 【必見】構成刃先の対策7つの方法! 仕上げがキレイにならないと悩んでいませんか? 実は構成刃先の特徴を知ることで色々な場面で対処法を身につけスキルアップすることが出来ます! なぜなら仕上げ面が悪…. 【ナイフ備忘録】『ナイフのブレイド ジオメトリーとエッジ ジオメトリー』の超基本 | いつも好奇心は20代. 構成 刃先 と は約18分. ナイフ 刃物. 今回はナイフの超基本知識としてのブレイド ジオメトリー (刃_諸元・断面形状)及びエッジ ジオメトリー (刃先_諸元・断面形状)についてです。. 構成 刃先 と はこの知識は「ナイフの選定」 (好みが最優先ですが)や「ナイフを研ぐ際」に必要なことです . 切削油の基礎知識|旋盤の金属加工オイルは協和石油ルブリカンツ. お 楽しみ に 英語 スラング
合成 樹脂 調合 ペイント と は優れた潤滑性と抗溶着性により構成刃先を抑制。 引火性の液体のため加工時と保管時、取り扱い時には火気厳禁。 高温により油煙が発生しやすい。 廃油は再生資源として利用が可能。 消防法の引火性液体となるため保有量(指定数量)が決まっている。. 水溶性切削油とは?油性との違いや選び方について解説. 相手 に 住所 を 知ら れず に 受け取る
pptx と pdf の 違い構成刃先とは、切削によって金属間に発生した高い圧力や摩擦熱によって、工具の刃先に部材の削りカスがくっつき、刃先の一部になる現象です。 構成刃先は、くっついたり落ちたりを繰り返すため、工具の先端が変形し加工精度が落ちます。. PDF 強度化 MnS - Nippon Steel Corporation. 沖縄 みつわ 産業
優々 の 森 保育園※1 構成刃先:切削の過程で、切りくずが工具へ付着し、あたかも新しい刃先ができたようになること。 一般的に被削性を阻害する。 ※2 マイクロメートル(μm):1マイクロメートルは100万分の1メートルに相当する。. 【旋盤】びびり対策のマスターガイド!工具検討から切削条件まで徹底解説 | 旋盤情報局. 【必見】構成刃先の対策7つの方法! 仕上げがキレイにならないと悩んでいませんか? 実は構成刃先の特徴を知ることで色々な場面で対処法を身につけスキルアップすることが出来ます! なぜなら仕上げ面が悪…. Built-up edgeとは 意味・読み方・使い方 - Weblio. 被削材がアルミニウム合金等の非鉄金属で切削油剤を使用しない穴あけ加工、及び微量の切削油剤をドリルに噴霧又はドリル先端逃げ面に噴霧する穴あけ加工に適した超硬合金製又は高速度工具鋼製のツイストドリルであって、切れ刃等に溶着・構成刃先を . 構成 刃先 と は切削工具のいろは | 初心者向けわかりやすい切削工具の基本【工具屋さんのいろは】. 構成 刃先 と は構成刃先とは. 構成刃先って何? 「こうせいはさき」って聞いたことある? 構成刃先。四字熟語ではございません。 構成刃先って言うのは、削ってる最中に刃先の先端に切り粉がくっついて、固まっちゃって、刃先の一部みたいになっちゃうこと。 「わ[….]. 【生産技術のツボ】旋削加工,フライス加工で使用される工具 (種類・使い方・注意点と対策) | アイアール技術者教育研究所 | 製造業エンジニア . 悟空 の き もち 磯貝
あ ぐ ちゃん 代行旋削加工で使用される工具は単刃工具であり、一般的には「バイト」と呼ばれます。 丸材の加工が得意な工具です。 (1)刃先の固定方法 バイトは、チップ(刃先)とシャンク(ボデー)で構成されています。 刃先をシャンクに固. 【旋盤】切削加工に欠かせない工具素材 (材種)の比較!徹底解説. 構成刃先が付きにくい. 硬いので衝撃に弱く、もろい. 構成 刃先 と はダイヤは固いので、焼き入れ鋼なども削れるのでは?と思いがちですが、鉄系には高温になると化学反応をおこすので不向きです。 焼き入れ鋼の切削にはcbn が断然いいです. 値段は断然ダイヤのほうが . 構成 刃先 と は鋳鉄とは? 鋼との違いや種類ごとの特性を知って加工に生かそうさくさくec|切削工具の専門通販サイト|さくさく株式会社は各種切削工具の通信販売を . 鋳鉄とは? 鋼との違いや種類ごとの特性を知って加工に生かそうさくさくec|格安・高品質の専門通販サイト|使いやすさと低価格を実現。24時間注文受付。 18:00迄のご注文で当日出荷。全国配送可能。3,500円以上で送料無料。※お届けは条件にて異なります。. ノーズr補正も良いことばかりではない - キカイネット. ノーズr補正 とは、 刃先にrがついていてもプログラムで入力した形状通りに削れるよう にする 補正 のことです。 逆に言うと、ノーズR補正がないとプログラムで書いたとおりに削れてくれない場合があるんです。. Cbn加工が丸わかり!タンガロイ旋削用cbn製品とその使い方をご紹介 - 株式会社タンガロイ. cbn 含有量 (vol. %) は工具性能特性において重要な役割を果たします。 cbn材種はcbn粒子とバインダとしてセラミックスや炭化物を混合することで製造されます。タンガロイは、cbn 含有量が 45% から 95% までのさまざまな 含有率のcbn 材種をラインナップしています。. 構成 刃先 と はトラブルシューティング - Sandvik Coromant. 最適な切削条件と最も優れた部品品質と工具寿命を達成するため、常に切れ刃を確認することを忘れないでください。 低速では構成刃先 (BUE) とコバ欠けが切れ刃の主な問題であり、高速では塑性変形 (PD)、逃げ面摩耗およびすくい面摩耗が主な問題です。. 切削加工における加工不良について解説. 高い圧力と摩擦熱が加工時に発生することで、刃先の先端に切粉が溶着する現象のことを、構成刃先と呼びます。構成刃先のまま切削を続けると、チッピング発生の原因にもなりかねません。延性材料軟鋼や黄銅、アルミニウム、ステンレスなどといった . 切削加工のむしれの原因と対策|金属加工、海外調達コラム. 構成刃先は切削抵抗が高く、素材の溶着が生じる場合に発生します。 . にもたらす厄介な点や、むしれの対策をまとめてみました。 構成刃先がもたらす厄介な点. 構成刃先が起こると、切くずが付いたり剥がれたりを繰り返し、切削の邪魔をしてむしれた . 【簡単解説】旋盤の基礎!ノーズRとは?すぐに使える補正一覧. まとめ:ノーズRとは?. ノーズRとは…. 工具先端に付けた丸みの半径値のこと. 工具の先端には強度を保つため、わざと丸みをつけています。. 「ノーズR」はどの大きさの物を使用するかでワークに及ぼす影響が大きく変化します。. ワークの材質や機械の . 切削抵抗とは何か。切削抵抗を減らすため基礎情報. 切削抵抗 切削抵抗の定義と内容. 構成 刃先 と は切削抵抗(n)とは、 切りくずの形で材料を除去するのに必要な切削力の反力 であり、この切削抵抗は 被削材の「せん断応力」が切削抵抗に大きく影響 するようです。 切削抵抗は3次元空間内で3方向に分解された分力として考えることができるそうです。. 構成 刃先 と は旋盤とは?構成や種類・加工方法や加工対象を解説 | 治具・金属部品の設計・加工を依頼するならJigMatch (ジグマッチ). 旋盤とは?構成や種類・加工方法や加工対象を解説. 投稿日:2023年1月18日(水曜日) 旋盤は、金属を中心としたさまざまな素材を、さまざまな形状に加工することのできる、工作機械のひとつです。. 第第22章 切削理論章 切削理論 - 大阪電気通信大学. 第第22章 切削理論章 切削理論. 生後 3 ヶ月 声 を 出し て 笑わ ない
